欢迎进入河北中澳橡胶有限公司
为了减少跑偏,有些带式输送机的滚简制成中间大、两头小的双锥形,锥度一般为1/100。在固定式托架的结构中,将槽形托辊两侧辊的外端向输送带运行方向偏斜安装2° ~3°(前倾角),其目的是使两侧托辊给输送带一个向内的横向推力。 当输送带偏向一边时,输送带这边所受的横向力大于另一边, 使输送带又回到正中位置,但这种调整跑偏的方法只对跑偏力不大的情况适用。
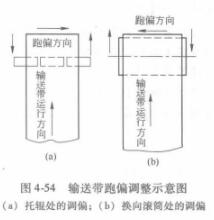
在大型固定式带式输送机上,一般采用回转式调心托辊。在输送带跑偏时,托辊托架受输送带偏心力的作用而旋转一个角度,就相当于输送带在一个偏斜的托辊上运行一样,托辊给输送带一个向内的横向推力,从而使输送带恢复到正常位置。输送带在运转中发生跑偏后需要及时进行调整,调整部位包括机头卸载滚简、机头部位拉紧滚简、铰接托辊等。跑偏调整的方法应根据输送带运行方向和跑偏方向来确定。调整换向滚简和托辊时的一般原则如图所示,即在托辊处,输送带往哪边跑偏就在哪边将托辊朝输送带运行方向移动一个角度,其大小应根据输送带运行情况确定;在换向滚简处,输送带往哪边跑偏就调紧哪边。
本文源自http://www.shu-song-dai.com/hyzs/1431.html,转载请注明出处。
(责任编辑:输送带http://www.shu-song-dai.com)